Lukoprenové formy
Lukoprenové formy
Lukoprenové formy
Lukoprenové formy
Lukoprenové formy
 Pod značkou Lukopren se skrývá větší množství výrobků, obsahujících silikony. Pro účel zhotovení negativní formy pro odlévání součástek třeba ze sádry, epoxidu, epoxidových tmelů a pro laminování je vhodný silikonový vytvrditelný kaučuk. V prodeji je několik druhů, zde popíši použití nejběžnějšího a cenově dostupného, prodávaného v kilovém balení, pod názvem Lukopren N1522.
Pod značkou Lukopren se skrývá větší množství výrobků, obsahujících silikony. Pro účel zhotovení negativní formy pro odlévání součástek třeba ze sádry, epoxidu, epoxidových tmelů a pro laminování je vhodný silikonový vytvrditelný kaučuk. V prodeji je několik druhů, zde popíši použití nejběžnějšího a cenově dostupného, prodávaného v kilovém balení, pod názvem Lukopren N1522.
V Praze je možno jej koupit např. v prodejně firmy
GM Electronic,
prodejna je na Sokolovské ulici č.32, kousek od stanice metra Sokolovská směrem do Karlína, v suterénu. Otevírací doba: Po-Pá 9.00-18.00, So 9.00-12.00. Dále ve specializované prodejně firmy
Chemex, Ke Klíčovu 7/160, Praha 9.
(Mapka) Zde prodávají i mnoho dalších zajímavých hmot, i samostatně nalévaná tužidla, což se mnohdy hodí.
Nyní několik mých postřehů pro orientaci. Tento Lukopren vypadá jako bílá kapalina konzistence řídkého medu. Obsahuje plnivo, které časem sedimentuje, před použitím je důležité dobře ho promísit. V krabici s kilovým balením (cca 300Kč) je dále lahvička s tužidlem, návod a popis několika obdobných výrobků. Má autoseparační vlastnosti, t.j. po ztuhnutí se od povrchu dá snadno odloupnout, což je pro přípravu forem cenná vlastnost. Ale pozor - k některým povrchům se přilepí, třeba ke sklu. Do hotové formy lze snadno laminovat nebo odlévat z epoxidu, odlitek se po vytvrzení z formy snadno vyloupne. Nicméně je vhodné formu tence potřít tukem, tužidlo epoxidu povrch formy nepatrně poškozuje, po mnoha použitích matoví, vyjímání odlitku se stává obtížnějším a nakonec se povrch formy poškodí. Forma je "gumová" a houževnatá, ale pozor na naříznutí nebo natržení od ostré hrany, pak už se trhlina snadno šíří.
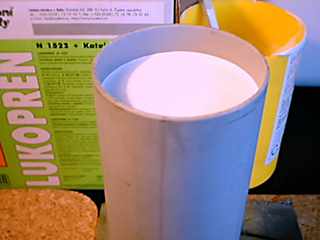
Příprava lukoprenu k odlévání. Po již zmíněném důkladném promísení odlijeme potřebné množství do vhodné nádobky, přidáme tužidlo a rychle a intenzívně promísíme. Tužidlo se nejlépe odměří objemově, malou injekční stříkačkou. Lukopren není háklivý na přesné dodržení množství tužidla, jen nedoporučuji dávat ho více za účelem rychlejšího tuhnutí, což návod připouští, snadno se pak tvoří rychleji tuhnoucí chuchvalce a je kratší čas na uniknutí bublinek vzduchu. Dále doporučuji nepracovat za teploty vyšší než 20°C, když tak nechat před zamísením tužidla lukopren trochu zchladit a pak tužidlo zamíchávat co nejrychleji a intenzívně, jinak se tvoří chuchvalce. Do formy lijeme lukopren tenkým praménkem a jen k jedné straně, tím se eliminuje mnoho vzduchových bublinek, které jinak mohou na zalévaném modelu ulpět a poškodit povrch formy.
Vytvrzení lukoprenu trvá minimálně 24 hodin. Po několika hodinách zrosolovatí a pak postupně tuhne na konzistenci měkké gumy. Nyní je třeba zachovat trpělivost, s formou nijak nemanipulovat, nezkoušet zvýšením teploty urychlit tuhnutí, vede to ke tvarovému a rozměrovému znehodnocení! Těch 24 hodin dle návodu je skutečně minimum, vřele doporučuji nechat to v klidu dva dny. Lukoprenový výrobek ještě několik dní pozvolna tuhne, zpočátku je náchylnější na poškození. Dotvrzení lze urychlit ohřátím v troubě na teplotu cca 150°C alespoň na půlhodinku, je to uvedeno v návodu a funguje to.
Nyní předvedu obrázkový postup přípravy konkrétní formy. Tato stránka je součástí mého webu o raketkách, tak to bude, jak jinak, forma na výrobu hlavic. Ty je pak možno do formy laminovat pomocí epoxidu a kousků skelné pásky, lze použít i nasákavý papír, taky je možno kašírovat z novinového papíru, natrhaného (ne nastříhaného) na kousky a vodového lepidla, třeba přiředěného disperzního. Posléze je možno hlavice odlévat nebo opatrně pěchovat plné, třeba ze světlicové směsi. Z hustého epoxidu nebo z tmelu lze snadno připravit duté hlavice. I ze sádry, duté jsou po vyschnutí překvapivě lehké a není jich škoda, forma vydrží věčně, příprava hlavic je snadná a cena mizivá.
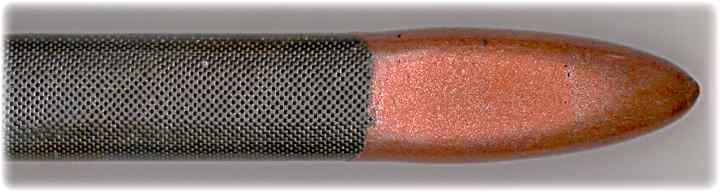
Základním a nejsložitějším úkonem je příprava modelu hlavice. Na materiálu příliš nezáleží, je však třeba dosáhnout perfektního, hladkého povrchu. Optimální je vytočit model hlavice na soustruhu z lehké slitiny, povrch dobrousit a vyleštit. Bez soustruhu je možné hlavici vytočit z válečku proschlého homogenního dřeva, nejlépe tvrdého, ale lze použít i měkčí, bez výrazných let. Váleček se v ose navrtá, zatočí se do něj vrut s odřízlou hlavičkou, za něj se sestava upne do vrtačky a smirkovým plátnem se vybrousí požadovaný tvar. Dřevěný model se ale pak musí opakovaně natřít, přebrousit a nakonec navoskovat a vyleštit.
Moje konkrétní hlavice, na které je postup předveden, má průměr 55mm a délku 200mm, tedy dost velká. Model byl vytočen na jednoduchém malém modelářském soustruhu TS-201 od firmy
Koubek
z válcovaného tvrdého hliníku, který je možno koupit ve
Feroně,
v Praze - Holešovicích.

Válcový materiál, o trochu delší než požadovaná délka hlavice, se pevně upne a v ose zahloubí. O zahloubení se opře hrot, orovná se čelo, pak se orovná obvod na požadovaný průměr v délce o kousek delší, než je potřeba pro upnutí po otočení. Pak se hrot zamění za sklíčidlo, v ose se vyvrtá díra do nějaké rozumné hloubky a nakonec se závitníkem vyřeže závit. V mém případě se jednalo o závit M10 do hloubky cca 30mm.
|
|

Váleček se otočí, takže je nyní upnut za orovnanou část. Na konci se opět zahloubí, opře o hrot a půlkulatým nožem postupně obrábí do požadovaného tvaru. Je vhodné si zhotovit příložnou šablonu, začít s obráběním u konce a postupně hlavici zeštíhlovat. Já ji dělal "od oka". (Fuj.)
|
| |

Když je tvar zhruba hotov, odjede se s hrotem, pro jistotu znova pevně dotáhne sklíčidlo a zkontroluje se pozice nože přesně v ose. Pak se opatrně dotočí tvar špičky. Následuje přebroušení jemnějším smirkem, přičemž je hned vidět, kde je třeba ještě maličko ubrat nožem.
|
|

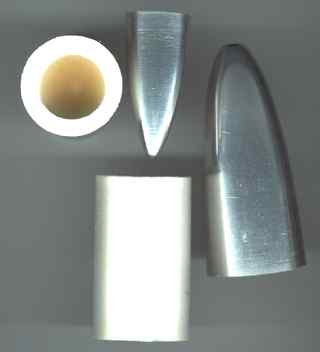
Když je hlavice zhruba vybroušena, vyjme se, do závitu v ose se pevně zatočí rovný svorník (šroub bez hlavy) a za ten se upne. Nyní lze doopravit tvar u základny, kde byla dřív hlavice upnuta. Následuje přebroušení jemným a pak velmi jemným smirkem a nakonec vyleštění pomocí lešticího přípravku (Silichrom) a hadříku, navlhčeného vodou se saponátem. Pozor, rádo se to "chňapne"!
|
Důležitá je poslední úprava povrchu. Je třeba ho důkladně očistit od zbytků lešticího přípravku, nakonec přeleštit ještě čistým hadříkem a zkontrolovat, jestli je skutečně lesklý, bez viditelného poškrábání. To je velmi důležité, každá škrábka se dokonale otiskne do lukoprenu a hrozí nebezpečí, že na poškrábaný povrch se lukopren přichytí. Dále je třeba nepřeceňovat autoseparační vlastnost lukoprenu, povrch modelu navoskovat a přeleštit. Osvědčená je vosková pasta na parkety, určitě by šla použít i vosková autoleštěnka, krém na boty ap. Vyzkoušené je i potření ohřátého modelu včelím voskem a rozleštění.
|

|
|
|
|

|
|
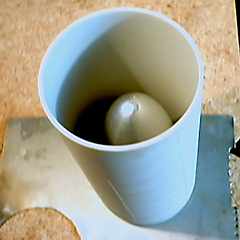
Nyní již sestava pro vlastní zaformování. Na to je potřeba kousek silného neohebného plechu, musí být rovný a hladký. Dále je potřeba kolem modelu vytvořit "ohrádku", v mém případě je to kousek PVC odpadní trubky. Její dolní konec musí být přesně orovnán. Model je možno (u menšího není nutno) k plechu přichytit kapkou rychle tuhnoucího epoxidu, ale pozor, jen kolem osy co je tam díra se závitem, epoxid se nesmí dostat ke hraně. Plech s modelem se umístí na vařič a ten se zapne "na jedničku". Po prohřátí sestavy se na plech kolem modelu nanáší včelí vosk (prodávají se z něho ozdobné voňavé svíčky), v nouzi i obyčejný, ale ten je po ztuhnutí křehčí a zdaleka tak dobře nelepí. Vosk zateče do spáry mezi plechem a modelem a po dostatečném prohřátí vytvoří vzlínavostí kout mezi modelem a plechem. V tomto okamžiku je vhodné, třeba pomocí plíšků, vypodložit plech na vařiči tak, aby byl v rovině a vosk nestékal ke straně. Když je vše v pořádku, opatrně se sezhora nasune PVC trubka a co nejpřesněji se na model vystředí. Vosku musí být dostatek, pak i kolem konce trubky vytvoří kout, to je důležité jak kvůli pevnosti sestavy po zchladnutí, tak kvůli lukoprenové formě, bude pak mít zaoblené hrany a nebezpečí jejího natržení na ostré hraně je tím eliminováno. Při této akci dávat pozor, aby se nesáhlo na špičku modelu a nesetřelo se předchozí navoskování. Když je vše, jak má být, trubka i model stojí v souvislé vrstvičce vosku, radši víc než míň. Nyní stačí vypnout vařič a počkat, až vše zchladne. Po vychladnutí stačí sestavu opatrně přenést na rovné místo, kde bude moci zůstat bez nebezpečí, že se do ní drkne, alespoň do druhého dne a nalít do ní lukopren.
|
|
|

|
Znova připomínám, chce to trpělivost a nechat lukopren vytvrdit raději dva dny.
Rozebrání takovéto sestavy se zdánlivě zdá nemožné, ale jde to velmi jednoduše. Stačí ji umístit na plech do trouby, nastavené na teplotu 100-120°C a nechat ji důkladně, dejme tomu hodinku, prohřát. Tím jednak dotvrdne lukopren, ale hlavně PVC trubka změkne. Zkontrolovat, musí být měkká jako guma. Lukopren se teplem silně roztahuje a trubku viditelně nafoukne. Když tomu tak je, stačí sestavu z trouby vyndat a rychle zchladit studenou vodou. PVC trubka okamžitě ztvrdne, ale lukopren chladne pomaleji, takže se také smršťuje pomaleji. Od ztvrdlé PVC trubky se odloupne a po úplném zchladnutí jednoduše vypadne. Pokud model z lukoprenu mezitím sám nevypadl, stačí okraje lukoprenu stlačit nebo váleček mezi dlaněmi poválet a model vypadne. Pokud byl model přichycen k plechu trochou epoxidu, stačí po vyndání z trouby a zchlazení několikrát ze stran do sestavy s citem dlaní udeřit a plech se od modelu odloupne.
Pokud by model byl z materiálu, který nedovolí vyhřátí, je potřeba postupovat jinak. PVC trubku je pak nutno podélně rozříznout, pečlivě odstranit piliny a otřepy a poté ji slepit plastovou lepicí páskou. Slepení je nutno udělat důkladně, přelepit podélně a pak závit vedle závitu trubku ovinout. Před odlitím lukoprenu je potřeba ověřit těsnost, lukopren je sice hustý, ale přesto velmi snadno proniká i nepatrnou netěsností. Po ztuhnutí lukoprenu se páska jednoduše odmotá, trubka se rozchlípne a odlitek vypadne. Taktéž by určitě šla použít nějaká plastová nádoba, kelímek ap., pouze by musela mít rovné dno. Nebo dno odříznout a použít místo trubky. Kdyby někoho napadlo použít skleničku a pak z ní lukopren vyklepat nebo sklo rozbít, tak pozor, ke sklu se lukopren pevně přilepí, důkladné navoskování je nutné.
No a takto vypadá příklad použití popsané formy.
Hlavice je odlita z hořlavého epoxidového tmelu, který se chová jako pomalá, oranžově hořící světlicová směs. V ose hlavice je zatmelen váleček z rychle hořící směsi pro rychlejší rozhoření a rozpad na fragmenty, což je efektní a jinak by i z kilometrové výšky doletěla až na zem. Motor je klasický kanálák s průměrem jádra 50mm, plášť z uhlíkového laminátu. Hlavice je natvarována přímo na motor, forma byla u okraje stažena gumičkami. Hmotnost sestavy 0.9kg.
Nakonec uvedu ukázky několika dalších forem a jejich využití.
Formy na malé hlavice o průměru 22mm, nahoře model, vpravo větší model hlavice 32mm.
|
|

Forma na zátky do ohňostrojových motorků ze světlicových patron a hotové zátky odlité z hořlavého tmelu.
|

Hlavice odlité z epoxidového tmelu a ze světlicové směsi.

A zde natvarovaná přímo na motorek.
|
|

|
V principu lze hořlavé hlavice na ohňostrojové motorky připevnit dvěma způsoby, jak je ukázáno napravo. V případě, že se jedná o lepivou směs, například hořlavý epoxidový tmel, lze hlavici natvarovat přímo na motor. Spojení je čisté a pružnost formy dovoluje přizpůsobení, jako bylo zde dosaženo omotáním okraje trochu větší formy gumičkou. Pokud jsou hlavice připraveny separátně, například vypěchováním formy světlicovou směsí, na motor se přilepí trochou rychle tuhnoucího epoxidu, viz zcela vpravo.
 Další využití formy je pro přípravu dutých hlavic. Ty je možné zhotovit i tak, že se na vnitřní povrch formy nanese vrstva tmelu nebo hodně hustého epoxidu, který již nestéká. Skutečně tenkostěnné a lehké hlavice se zhotoví laminováním. Forma se vytře silnější vrstvou epoxidu a pak se vkládají pásky skelné tkaniny, nejlépe nastříhané z úzké skelné pásky. Na obrázku vpravo bylo použito uhlíkového rowingu. Nejdříve se do kříže vloží dlouhé pásky, zasahující až do špičky, pak se s částečným překryvem vkládají kratší, aby ve špičce nedocházelo ke zbytečnému ztluštění laminátu. Je potřeba dbát na důkladné prosycování pásků přebytkem epoxidu, aby nevznikly bubliny, hlavně ve špičce. Lze použít i nasákavý papír a lze použít i kašírování, to je "laminování" za použití vodového lepidla a natrhanývh kousků novinového papíru. Po vytvrzení či zaschnutí se hlavice z formy vyloupne, a to jejím stlačením ve směru osy a vytažením za okraj a zastříhne se nůžkami.
Další využití formy je pro přípravu dutých hlavic. Ty je možné zhotovit i tak, že se na vnitřní povrch formy nanese vrstva tmelu nebo hodně hustého epoxidu, který již nestéká. Skutečně tenkostěnné a lehké hlavice se zhotoví laminováním. Forma se vytře silnější vrstvou epoxidu a pak se vkládají pásky skelné tkaniny, nejlépe nastříhané z úzké skelné pásky. Na obrázku vpravo bylo použito uhlíkového rowingu. Nejdříve se do kříže vloží dlouhé pásky, zasahující až do špičky, pak se s částečným překryvem vkládají kratší, aby ve špičce nedocházelo ke zbytečnému ztluštění laminátu. Je potřeba dbát na důkladné prosycování pásků přebytkem epoxidu, aby nevznikly bubliny, hlavně ve špičce. Lze použít i nasákavý papír a lze použít i kašírování, to je "laminování" za použití vodového lepidla a natrhanývh kousků novinového papíru. Po vytvrzení či zaschnutí se hlavice z formy vyloupne, a to jejím stlačením ve směru osy a vytažením za okraj a zastříhne se nůžkami.
Celé to vypadá pracně a složitě, ale pro koho je takováto práce koníčkem a zábavou, tak se vyřádí. Praktický význam má příprava lukoprenové formy tehdy, je-li třeba připravit větší množství identických výrobků. V případě hlavic je to třeba příprava většího množství stejných ohňostrojových raketek nebo klasických hlavic pro modely raket pro větší skupinu lidí, pro stavebnice, modelářský kroužek ap. Jednou zhotovená forma vydrží dlouho, podle jednou zhotoveného, byť pracného, modelu lze zhotovit více forem.